内圈滑动(跑套)对轧制的影响有哪些?
新人轴®轴承使用经验干货之设备篇(007)
案例用户:江苏某用户
故障情况:一侧支撑辊跳动超标所致轧制板材精度不达标
行业类别:黑色金属
生产线类型:冷轧
产品材质:带钢
设备类型:六辊冷轧机
润滑方式:油雾润滑
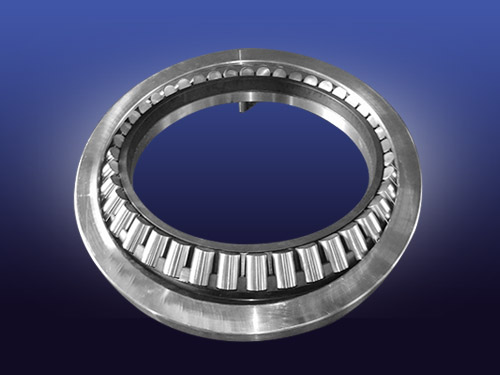
轴承型号:FCDP110160560
故障简述:江苏某用户1100六辊冷轧机支撑辊主轴承为FCDP110160560,在用新安装的支撑辊轴承进行轧制时,正常轧制了两卷带钢后突然出现轧制板材精度不达标的情况,经查为一侧支撑辊跳动超标所致。
用户首先对装在轧辊颈上的轴承内圈滚道表面跳动精度进行精度检测,发现跳动严重超标,一个内圈跳动为0.2mm到0.3mm左右,另一个内圈跳动0.04mm到0.08mm。
用户随后用手持无损硬度检测仪对内圈表面硬度进行检测,发现为HRC56-58左右。
用户根据以上检测结果分析认为是轴承内圈硬度偏低造成了内圈的变形、跳动值变大,进而造成支撑辊跳动超标,于是该用户技术人员向我公司反映轴承质量有问题。
处理过程:我公司接到该用户的质量异议后,马上派客户服务技术人员到现场协助用户解决问题。我方技术人员首先对轴承进行了检查,未发现轴承有异常损伤,内圈滚道表面与滚子表面接触部位也没有变形的痕迹。于是我方技术人员对用户的手持无损硬度检测仪进行了校正,并再次对轴承内圈硬度进行了检测,所测值为HRC60-62。
随后我方技术人员与用户有关人员一起对轧辊辊颈上内圈跳动进行了检测,发现跳动与用户检测的数据一致。
原因分析:我方技术人员经过认真的观察,分析是轴承内圈与轧辊辊颈过盈量严重不足,发生了滑动(俗称跑套),滑动时轴承内圈内孔表面与辊颈表面相互拉伤,造成了内圈跳动超差,进而造成支撑辊跳动超标,建议用户将轴承内圈拆下来进行检测。
用户将内圈用我方生产的轴承感应加热器拆卸下来,果然轧辊辊颈表面部分区域拉毛严重,经对轧辊辊颈直径检测后,发现仅比轧辊辊颈公称直径加0.02mm,而正常的轧辊辊颈直径应为公称直径+0.15mm以上,故过盈量严重不足。
后经用户调查,该轴承内圈为用户委托轧辊厂进行装配的,轧辊厂磨辊工在加工过程中疏忽大意,将轧辊辊颈加工超差,但隐瞒未报,直接安装了内圈。
我公司对该用户拆下的内圈内径拉毛部位进行处理后,安装在正常的尺寸轧辊上后,该用户进行带钢轧制,未出现轧制板材精度不达标的现象。
本案例解决亮点:轴承内圈装配前,对与其配合的轧辊辊颈尺寸进行检测,是不可省略的工作程序。
作者:北京新人轴轴承有限公司
总工程师 赵文山
承载五十年匠心 创造新人轴®品质
版权声明:
北京新人轴轴承有限公司对其发行的或与合作伙伴共同发行的作品享有版权,受各国版权法及国际版权公约的保护。
对于上述版权内容,超越合理使用范畴、并未经本公司书面许可的使用行为,我公司均保留追究法律责任的权利。
商标声明:
北京新人轴轴承有限公司对“人轴、BRZ”等文字或图形均进行了商标注册保护,北京新人轴轴承有限公司的注册商标信息,可见诸于各国公开的商标注册信息中。
未经北京新人轴轴承有限公司的许可而使用上述商标,可能会侵北京新人轴轴承有限公司的注册商标权,对于涉嫌侵犯北京新人轴轴承有限公司注册商标权的行为,我公司将保留追究法律责任的权利。
相关法律
《中华人民共和国刑法》(节录)
《中华人民共和国商标法》
《全国人民代表大会常务委员会关于维护互联网安全的决定》
《计算机信息网络国际联网安全保护管理办法》
《计算机软件保护条例》 |